 nl
nl
Interlock gelamineerde kern: precisie- en prestatiewinst
Het bepalende voordeel van een in elkaar grijpende gelamineerde kern is zijn vermogen om wervelstroomverliezen met maximaal te verminderen 95% vergeleken met een massieve kern, terwijl tegelijkertijd de noodzaak van lassen of klinken tijdens het assemblageproces wordt geëlimineerd. Dit dubbele voordeel verbetert zowel de elektrische efficiëntie als de productiesnelheid bij de productie van grote motoren.
De technologie is verder gegaan dan eenvoudig stapelen. Moderne interlocksystemen bevatten nu microfuncties die lamineringen fysiek op een bijna moleculair niveau verbinden tijdens het stempelen, waardoor een monolithische structuur ontstaat die bestand is tegen de torsiespanning van tractiemotoren met hoog toerental. Het begrijpen van de architectuur van de stempelmatrijs en de materiaalveerdynamiek is van cruciaal belang voor ingenieurs die deze kernen specificeren.

De werking van interlock zonder vreemd materiaal
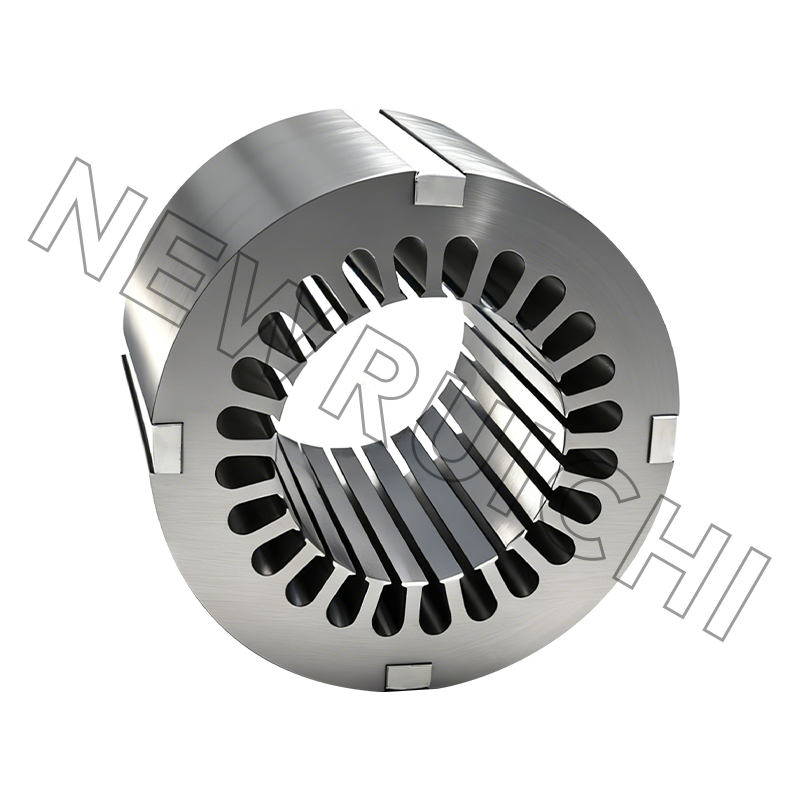
In tegenstelling tot de traditionele kernconstructie die afhankelijk is van schoenplaatjes, bouten of MIG-lassen langs de buitendiameter, gebruikt een in elkaar grijpende gelamineerde kern een geometrische pasvorm om lagen te verbinden. Tijdens het snelle stempelproces snijdt de progressieve matrijs nauwkeurige cilindrische of V-vormige uitsteeksels op één laminaat, die in overeenkomstige uitsparingen op het aangrenzende vel worden gedrukt. De interferentie paste, vaak net 0,02 tot 0,05 mm , genereert een houdkracht die sterk genoeg is om de integriteit van het lamineren te behouden tijdens de wikkel- en lakfasen.
Het elimineren van lassen is een belangrijke technische sprong. Bij het lassen ontstaat een kortsluitpad langs het achterste ijzer, waardoor plaatselijke hete plekken ontstaan die de magnetische permeabiliteit verminderen. Door dit geleidingspad te verwijderen, behouden de in elkaar grijpende kernen een werkelijk geïsoleerde lamineringsstructuur, waardoor de fluxdichtheid over het gehele tandprofiel uniform blijft.
Kwantificering van de efficiëntie- en koppelverbetering
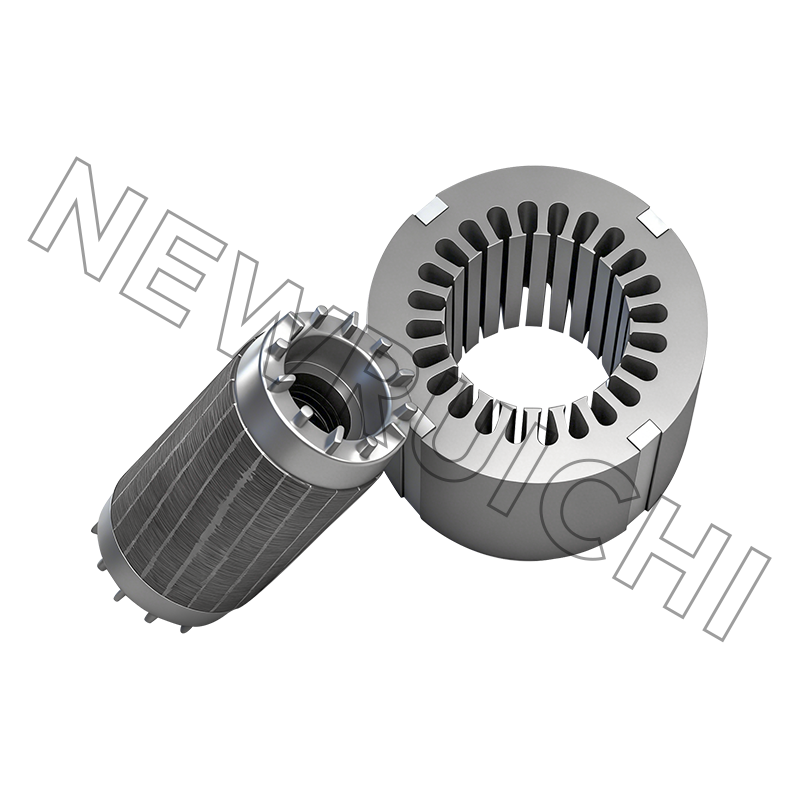
De verschuiving van een gelast naar een in elkaar grijpend kernontwerp heeft een directe invloed op de vermogensdichtheid van een elektromotor. Testen op een 12-slots, 8-polige geconcentreerde kronkelende stator laten de prestatiedelta duidelijk zien.
| Parameter | Gelaste kern | In elkaar grijpende gelamineerde kern |
|---|---|---|
| IJzerverlies @ 1000 Hz (W/kg) | 48 | 38 |
| Coggingkoppel (mNm) | 12 | 4 |
| Stapelfactor | 95% | 98,5% |
| Terug Stijging van de ijzertemperatuur | 65°C | 48°C |
De vermindering van het tandwielkoppel tot 4 mNm is vooral van cruciaal belang voor geluid, trillingen en hardheid (NVH) in tractietoepassingen in de automobielsector. Deze gladheid is het resultaat van de precieze hoekuitlijning die wordt gehandhaafd door de vergrendelingsfuncties, waardoor rotatieslip tussen de lagen wordt voorkomen, wat mechanisch vastgeklemde kernen tijdens thermische cycli teistert.
Kritieke toolingparameters voor zero-defect stacks
Een succesvol interlock gelamineerd kernproject mislukt of slaagt in de stempelmatrijs. De vergrendelingsfunctie wordt gecreëerd in de laatste fasen van een progressieve matrijs, waardoor absolute controle over de materiaaltoevoer en de speling tussen de matrijzen en de matrijs vereist is. Elke variantie hier vermenigvuldigt zich over de stapelhoogte.
Gecontroleerde terugvering en vlakheid van het oppervlak
Siliciumstaal vertoont een materiële terugvering van ruwweg 2 tot 4 graden na het buigen. Om de in elkaar grijpende lipjes veilig te laten aansluiten, moet de matrijs de lip precies overbuigen, zodat deze ontspant in een vergrendelde positie binnen de holte van de aangrenzende laag. Geavanceerde progressieve matrijzen maken nu gebruik van servoaangedreven drukkussens die het tonnage in realtime aanpassen en zo de hardheidsvariaties van spoel tot spoel compenseren. Zonder deze compensatie ontstaan losse stapels of breuken in het laminaat.
Vergrendelingshoeveelheid en vormgeometrie
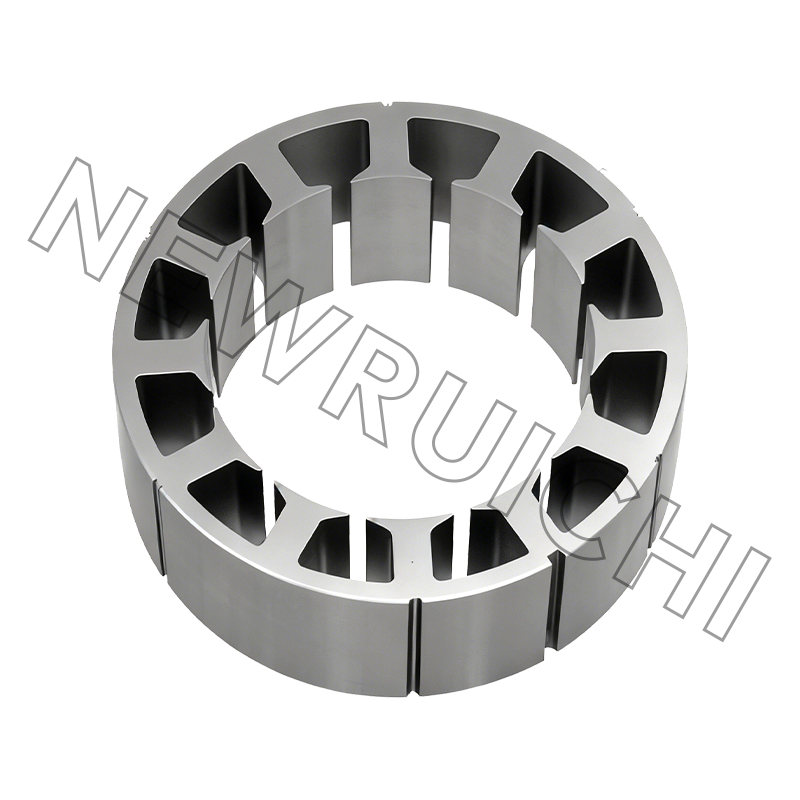
De geometrie bepaalt de schuifsterkte van het laatste blok. De huidige beste praktijk voor een stator met een diameter van 200 mm maakt gebruik van deze profielen:
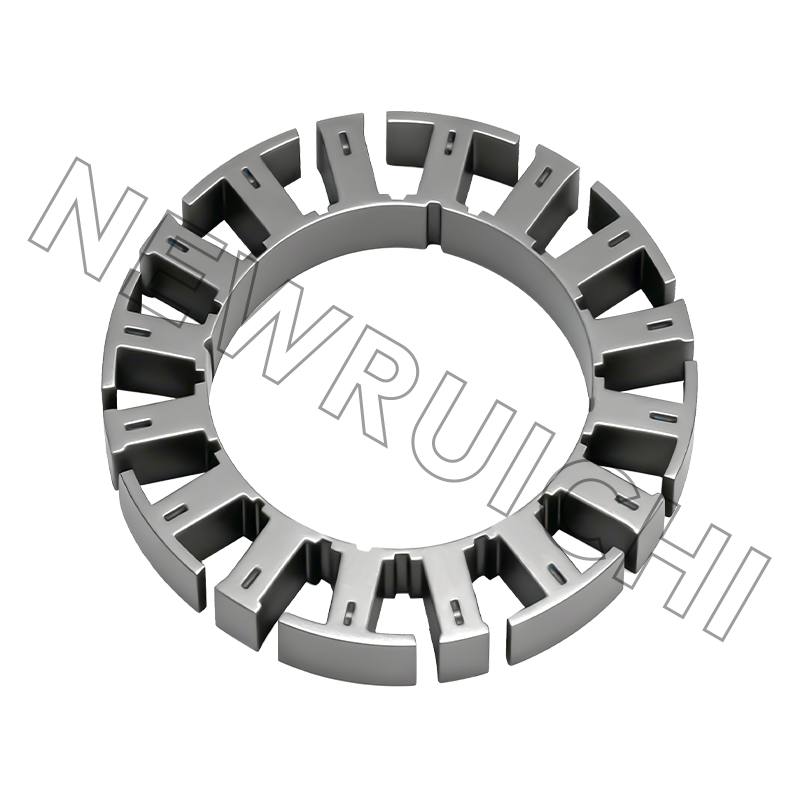
- Ronde kuiltjes: Beste voor kleine servomotoren onder 5kW , waardoor een symmetrische houdkracht wordt geboden met minimale impact op het magnetische pad.
- V-vormige of delta-vergrendeling: Levert 40% hogere uittrekweerstand dan ronde ontwerpen door een zwaluwstaarteffect te creëren, essentieel voor motoren boven de 10.000 tpm.
- Variabele drukzones: Een techniek waarbij de interlockdiepte in de statortandzone wordt verkleind om scheuren in de isolatielaag te voorkomen, terwijl maximale klemkracht uitsluitend op het jukgebied wordt uitgeoefend.
Materiaalbeperkingen en integriteit van elektrische isolatie
Door het in elkaar grijpen wordt de isolerende oxide- of vernislaag op het staaloppervlak inherent verstoord. Wanneer het lipje door de coating heen schuift, ontstaat er een metaal-op-metaalbrug. Het beheersen van dit kortsluitrisico is de belangrijkste ontwerpuitdaging. Bij hoogfrequente aandrijvingen die gebruikmaken van siliciumcarbide (SiC)-omvormers, kunnen de scherpe dv/dt-pulsen via deze vergrendelingen destructieve stromen veroorzaken.
Om dit te verzachten passen fabrikanten nu een secundaire zelfhechtende epoxy dat wordt geactiveerd tijdens een uithardingscyclus. Terwijl de mechanische vergrendeling zorgt voor de groene kracht bij het hanteren, vult de gebakken epoxy de micro-openingen in de snijranden, waardoor de elektrische weerstand wordt hersteld tot boven het niveau. 5 megaohm bij 500V. Dit hybride interlock-bondingproces wordt snel de standaard voor 800V EV-tractiemotoren.
Implementatie van in-die kwaliteitsverificatie
Vertrouwen op destructieve uittrektests van voltooide stapels is achterhaald. Intelligente stempelcellen integreren nu laserverplaatsingssensoren rechtstreeks in de matrijsholte. Wanneer het laminaat het vergrendelingsstation verlaat, meet een sensor de uitstekende hoogte van het vergrendelingslipje. Als de tabhoogte afwijkt van de nominaal doel van 0,8 mm met meer dan 0,03 mm , past de perscontroller de rampenetratie onmiddellijk aan of leidt het slechte gedeelte om voordat een volledige stapel in gevaar komt. Deze terugkoppeling met gesloten lus maakt een overschrijding van de first-pass-opbrengst mogelijk 99,9% , essentieel bij het produceren van één rotorkern elke 2,5 seconden.
Uw e-mailadres wordt niet gepubliceerd. Verplichte velden zijn gemarkeerd met *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefoon/Telefoon:
+86-18861576796 +86-18261588866
Telefoon/Telefoon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Auteursrecht © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabrikanten van stator- en rotorkernen
