 nl
nl
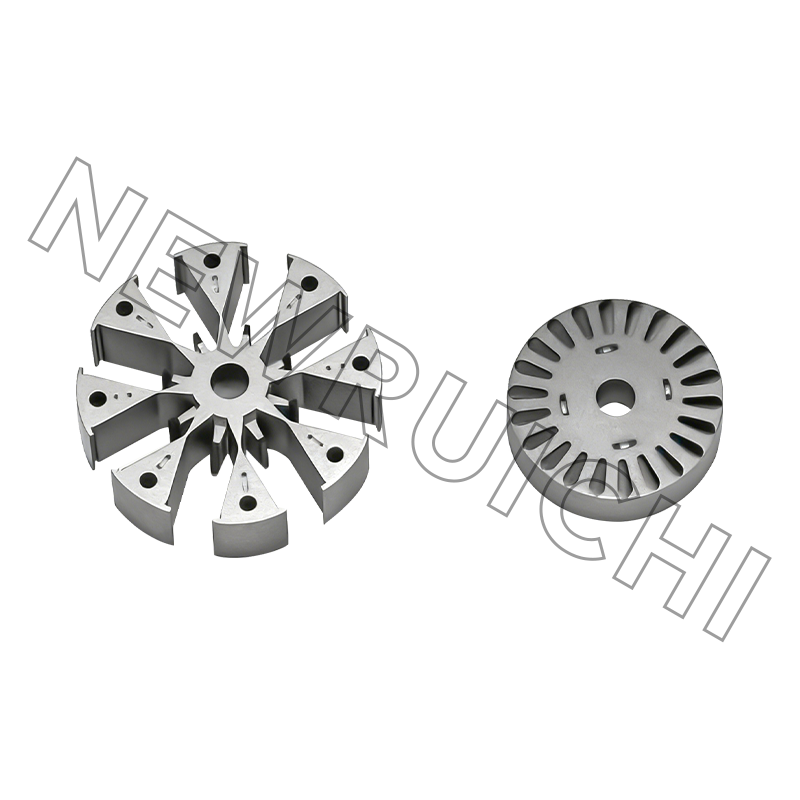
Servomotorstatorkern- en rotorlamineringen
Waarom de motorstatorkern de prestaties van het servosysteem definieert
In elk precisiebewegingssysteem fungeert de servomotor als het bedieningsgewricht, waarbij de elektrische input wordt omgezet in een gecontroleerde mechanische output met een reactievermogen op millisecondenniveau. Centraal in dat conversieproces staat de statorkern van de motor: de vaste magnetische structuur die het roterende elektromagnetische veld genereert dat de rotor aandrijft. De geometrie, materiaaleigenschappen en productieprecisie bepalen gezamenlijk hoe efficiënt en nauwkeurig de energieconversie plaatsvindt.
Een goed ontworpen statorkern doet meer dan alleen magnetische flux geleiden. Het bepaalt de ruimtelijke verdeling van die flux over de luchtspleet, waardoor de koppellineariteit, de back-EMF-golfvormkwaliteit en het vermogen van de motor om nauwkeurige positiecontrole onder wisselende belastingsomstandigheden te handhaven rechtstreeks worden beïnvloed. In robotarmen, CNC-bewerkingscentra en geautomatiseerde assemblagelijnen met hoge cycli – omgevingen waar de positienauwkeurigheid wordt gemeten in micrometers en cyclustijden in milliseconden – is de statorkern geen standaardonderdeel. Het is een precisie-prestatie-element.
Fabrikanten die de selectie en specificatie van de statorkern beschouwen als een technische beslissing in plaats van een inkoopbeslissing, bereiken consequent betere resultaten op systeemniveau: lagere koppelrimpels, verminderde thermische opbouw en langere operationele intervallen tussen onderhoudscycli.
Materiaalkeuze: de basis voor magnetische prestaties met laag verlies
De magnetische en elektrische eigenschappen van het lamineermateriaal stellen een absoluut plafond aan de motorefficiëntie en dynamische respons. Voor stator- en rotorlamineringen van servomotoren is siliciumstaal met hoge permeabiliteit - doorgaans niet-georiënteerd elektrisch staal met een siliciumgehalte variërend van 2% tot 3,5% - het materiaal bij uitstek in precisieservotoepassingen.
Siliciumlegeringen onderdrukt wervelstroomverliezen door de elektrische weerstand te vergroten, terwijl hoge permeabiliteitsgraden ervoor zorgen dat het magnetische circuit verzadigt bij hogere fluxdichtheden, waardoor meer koppel per eenheid kernvolume mogelijk is. De belangrijkste prestatieparameters die moeten worden gespecificeerd bij de aanschaf van lamineringsmateriaal zijn onder meer:
- Kernverlies (W/kg) — gemeten bij specifieke fluxdichtheid en frequentie (bijv. 1,0 T bij 50 Hz of 400 Hz voor hogesnelheidstoepassingen); Een lager kernverlies vermindert de thermische opwekking en verbetert de efficiëntie bij bedrijfssnelheid
- Relatieve permeabiliteit (μr) — een hogere permeabiliteit vermindert de magnetomotorische kracht die nodig is om een bepaalde fluxdichtheid te bereiken, waardoor een responsievere koppelopwekking mogelijk wordt
- Dikte van de laminering — dunnere lamellen (0,20 mm, 0,27 mm, 0,35 mm) verminderen wervelstroomverliezen bij hogere elektrische frequenties; de juiste dikte hangt af van het nominale toerental van de motor en de regelbandbreedte
- Isolerende coating — interlaminaire isolatie (doorgaans coating van C-5- of C-6-kwaliteit) voorkomt dat wervelstromen overbruggen tussen gestapelde lamellen, waardoor de beoogde verlieskarakteristieken van de geassembleerde kern behouden blijven
Voor ultrasnelle servomotoren die boven 10.000 tpm werken, kunnen amorfe metaallegeringen of kobalt-ijzersoorten worden gespecificeerd in plaats van conventioneel siliciumstaal, waardoor aanzienlijk minder kernverlies bij hoge frequenties wordt geboden tegen een overeenkomstige kostenpremie.
Precisiestempelen: hoe het productieproces de consistentie van afmetingen stimuleert
De overgang van ruw elektrisch staal naar afgewerkt servomotorstator- en rotorlamineringen vereist precisiestempeltechnologie die nauwe geometrische toleranties kan handhaven bij productieruns met grote volumes. Dimensionale inconsistentie in lamineringen – variaties in gleufgeometrie, tandbreedte of buitendiameter – vertaalt zich rechtstreeks in magnetische asymmetrie in de geassembleerde kern, waardoor harmonische vervorming in de luchtspleetflux en meetbare toename van de koppelrimpel ontstaat.
Progressief stempelen is de dominante productiemethode voor servomotorlamineringen en biedt de doorvoer en herhaalbaarheid die nodig zijn voor consistente kwaliteit op schaal. Belangrijke dimensionale parameters die tijdens het stempelen worden gecontroleerd, zijn onder meer:
- Tolerantie van de gleufgeometrie — sleufbreedte en -diepte hebben een directe invloed op de wikkelingsvulfactor en de weerstand van het fluxpad; typische tolerantiedoelen voor lamineringen van servokwaliteit zijn ±0,02 mm of strakker
- Hoogteregeling van de bramen — overmatige bramen uit de afschuifzone van het stempelen vergroten de effectieve lamineringsdikte, brengen de integriteit van de isolatie in gevaar en creëren spanningsconcentraties die het hysteresisverlies vergroten; De braamhoogte wordt doorgaans geregeld op ≤0,05 mm
- Vlakheid en camber — niet-vlakke lamineringen zorgen voor niet-uniformiteit bij het stapelen, waardoor excentriciteit van de rotor en trillingen bij bedrijfssnelheid ontstaan; vlakheidsafwijkingen worden doorgaans gespecificeerd binnen 0,1 mm per 100 mm lamineringsdiameter
- Concentriciteit van binnen- en buitendiameter — cruciaal voor het handhaven van een uniforme luchtspleet rond de rotoromtrek, die rechtstreeks de ruimtelijke harmonische inhoud van de golfvorm van de fluxdichtheid van de luchtspleet bepaalt
Gladde randen die worden bereikt door gecontroleerde matrijsspeling en regelmatig matrijsonderhoud dragen ook bij aan de mechanische balans tijdens rotatie op hoge snelheid, waardoor de trillingsexcitatiekrachten worden verminderd die zich anders zouden vertalen in hoorbaar geluid en versnelde lagerslijtage.
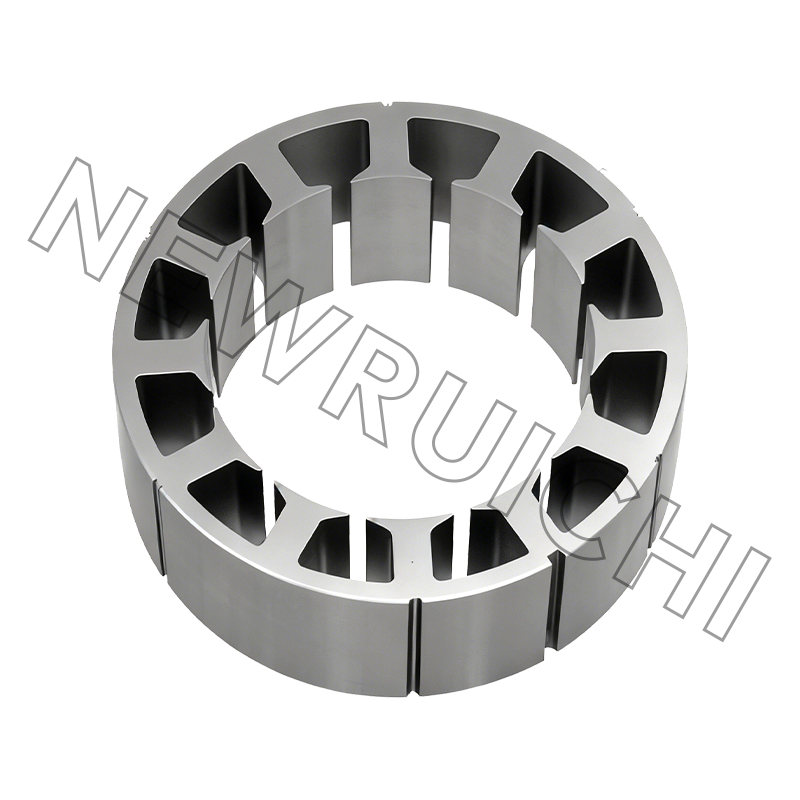
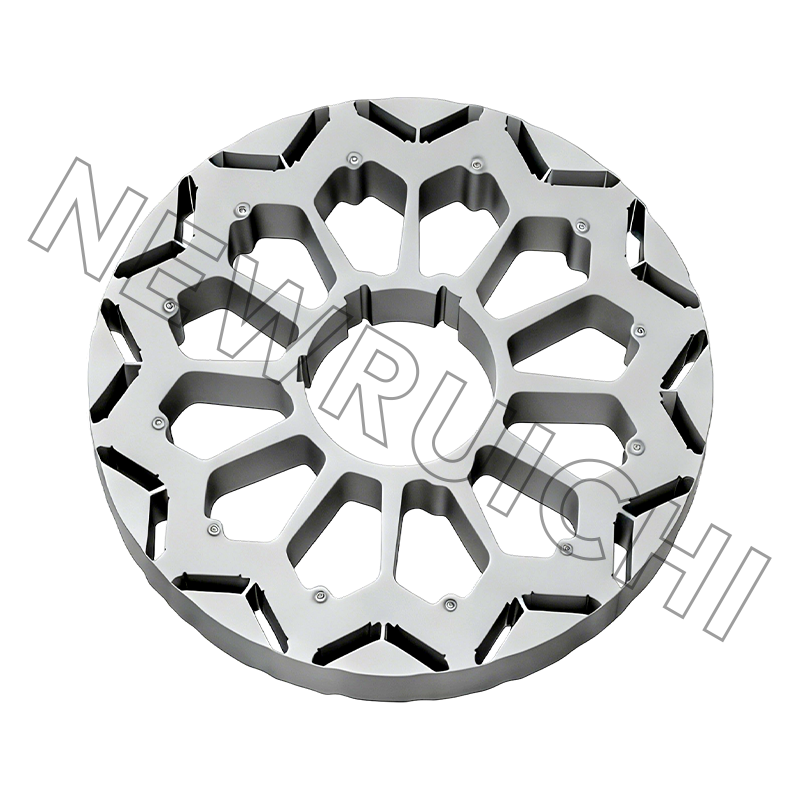
Statorrotorkernontwerp: pool-slot-matching en magnetische circuitoptimalisatie
De kern van de statorrotor configuratie - de combinatie van het aantal statorslots, het aantal rotorpolen en hun geometrische relatie - is de belangrijkste ontwerpvariabele die de grootte van de koppelrimpel, het tandwielkoppel en de wikkelinductantie in servomotoren bepaalt. Om deze combinatie goed te krijgen, is het niet simpelweg een kwestie van een hoog aantal polen of een groot aantal slots selecteren; het vereist een systematische evaluatie van de harmonische interacties tussen de MMF-verdeling van de stator en het rotorfluxpatroon.
Veel voorkomende pool-sleufcombinaties die worden gebruikt in servomotorontwerpen en hun prestatiekenmerken worden hieronder samengevat:
| Paal/Sleuf Combinatie | Cogging-koppel | Kronkelende factor | Typische toepassing |
|---|---|---|---|
| 8P / 12S | Laag | 0.866 | Servo voor algemeen gebruik, robotica |
| 10P / 12S | Zeer laag | 0.933 | Zeer nauwkeurige positionering, directe aandrijving |
| 6P / 9S | Middelmatig | 0.866 | Compacte servo, medische apparaten |
| 14P / 12S | Zeer laag | 0.933 | Laag-speed high-torque, collaborative robots |
Naast de pool-slotselectie worden aanvullende ontwerpkenmerken in de kerngeometrie van de statorrotor - inclusief scheefstand van de statorsleuf, scheefstand van de rotormagneet en afschuining van de tandpunt - toegepast om de harmonischen van het tandwielkoppel verder te dempen. Deze geometrische verfijningen worden geïmplementeerd in de fase van het lamineren, waardoor de nauwkeurige uitvoering ervan afhankelijk is van dezelfde dimensionale precisie die in de vorige sectie is besproken.
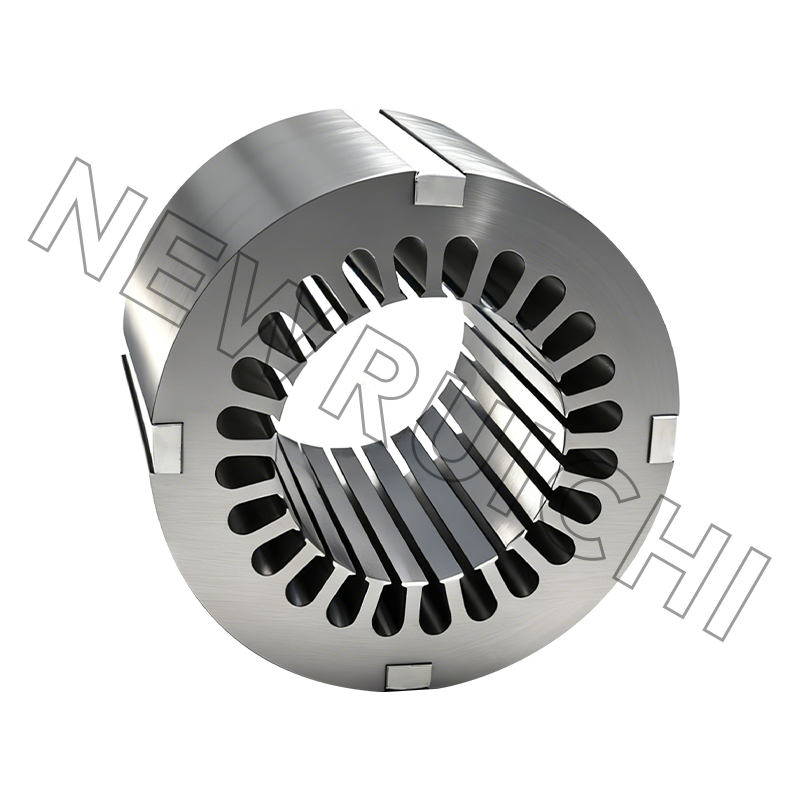
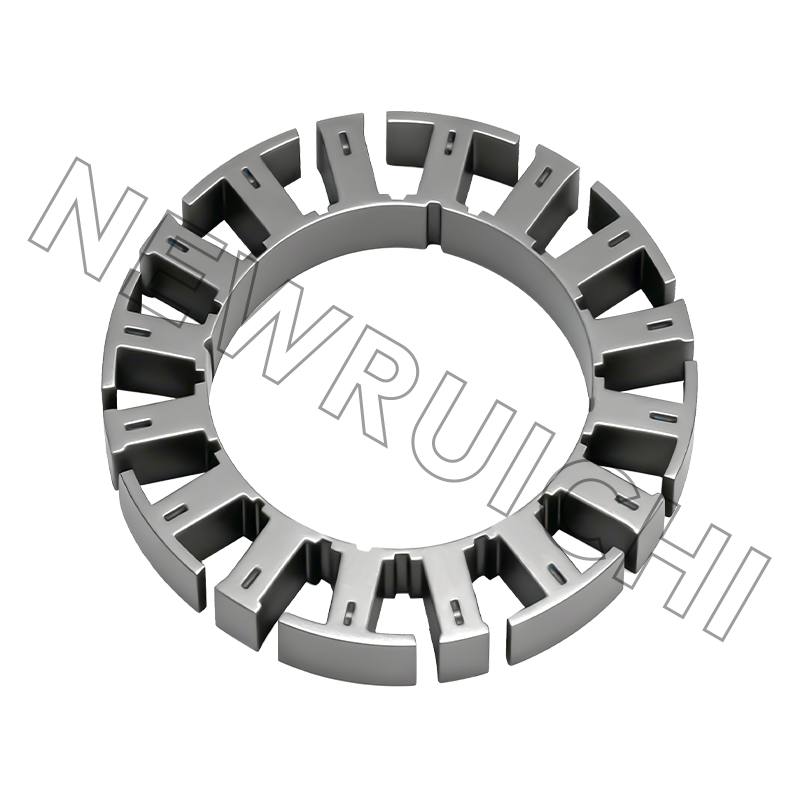
Stapelen, lijmen en kernassemblage: van lamineringen tot functionele kernen
Individuele stator- en rotorlamineringen van servomotoren verkrijgen hun volledige functionele waarde pas wanneer ze worden samengevoegd tot een samenhangende gestapelde kern met consistent interlaminair contact en nauwkeurige axiale uitlijning. De gekozen montagemethode heeft invloed op de mechanische integriteit, de magnetische prestaties en de geschiktheid voor stroomafwaartse productieprocessen, waaronder het inbrengen van de wikkeling en het balanceren van de rotor.
De primary stacking and bonding methods used for servo-grade cores are:
- In elkaar grijpend (zelfklinkend) — gestempelde kuiltjes of lipjes vergrendelen aangrenzende lamellen tijdens het stapelen en zorgen voor mechanische samenhang zonder lijm of bevestigingsmiddelen; de meest gebruikelijke methode voor productie van grote volumes vanwege snelheid en kostenefficiëntie
- Laserlassen — axiale lasrupsen aangebracht langs de buitendiameter van de gestapelde kern; produceert een rigide samenstel met goede maatvastheid, hoewel las-geïnduceerde spanning het lokale kernverlies in de getroffen zones marginaal kan vergroten
- Lijmverbindingen (gelijmde lamineerstapels) — anaërobe of epoxylijmen aangebracht tussen lamineringsoppervlakken; elimineert mechanische spanning door lassen of in elkaar grijpen, waardoor de volledige magnetische eigenschappen van elke laminering behouden blijven; de voorkeur voor servokernen met ultralage ruis en hoge precisie
- Montage door middel van bouten — lamellen uitgelijnd op een precisiedoorn en vastgeklemd met doorgaande bouten; voornamelijk gebruikt voor grotere frameformaten waar in elkaar grijpen of lassen onpraktisch is
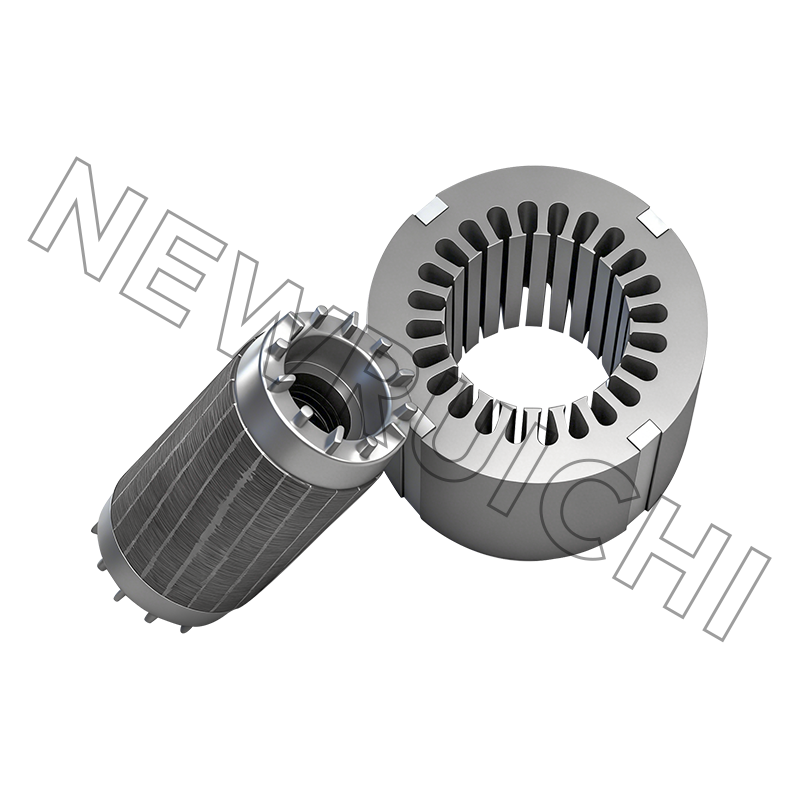
Voor rotorkernen in servomotoren met permanente magneet is een nauwkeurige axiale stapeluitlijning bijzonder cruciaal. Een verkeerde uitlijning tussen de rotorlamineringsstapel en de montagegeometrie van de magneet introduceert asymmetrische fluxpaden die zowel het tandwielkoppel als het akoestische geluid tijdens bedrijf verhogen.
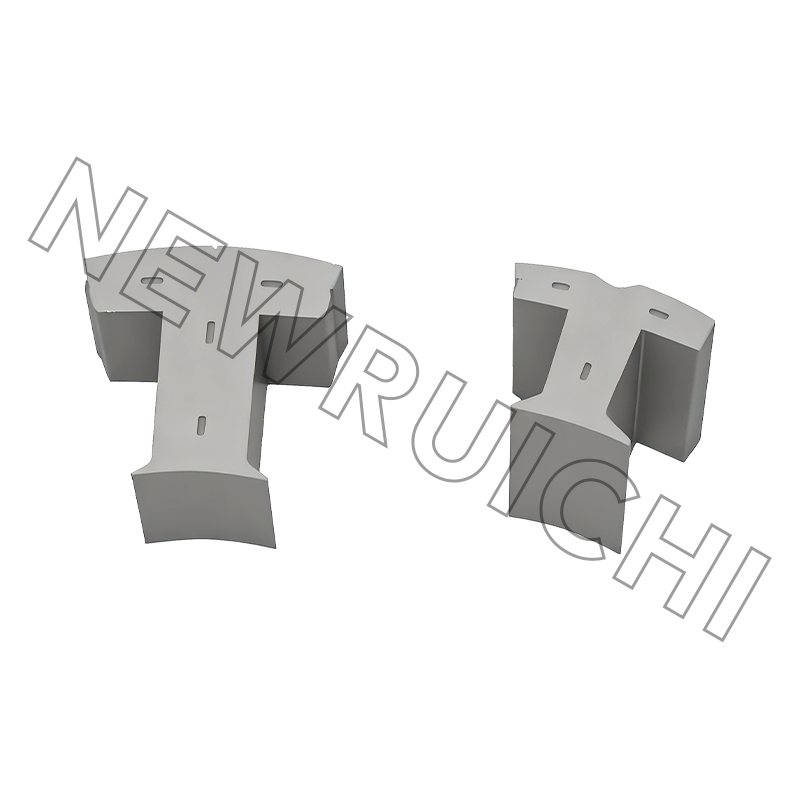
Aanpassingsopties voor servomotorlamineringsgeometrie
Standaard lamineringsgeometrieën dekken de meest voorkomende servomotorframeafmetingen en pool-sleufconfiguraties, maar veel precisiebewegingstoepassingen vereisen aangepaste lamineerontwerpen om te voldoen aan specifieke prestatie-, verpakkings- of integratievereisten. Aanpassing van de lamineringsgeometrie is beschikbaar voor de volgende afmetingen:
- Buiten- en binnendiameter — afgestemd op specifieke motorframeafmetingen of beperkingen op het gebied van directe aandrijvingsintegratie
- Sleufvorm en openingsbreedte — geoptimaliseerd voor specifieke wikkeldraaddiktes, vulfactoren en sleuflekkage-inductiedoelen
- Geometrie van de tandpunt — Afschuiningshoek en puntbreedte aangepast om de vermindering van het tandkoppel in evenwicht te brengen met de fluxdichtheid in het gebied van de tandpunt
- Rotormagneetzakgeometrie — voor rotorontwerpen met interne permanente magneten (IPM) bepaalt de zakvorm de effectiviteit van de fluxbarrière en de saliency-ratio, die beide de bijdrage van het reluctantiekoppel en de dynamische regelbandbreedte beïnvloeden
- Stapellengte — aangepast om te voldoen aan de doelstellingen voor koppeldichtheid binnen axiale verpakkingsbeperkingen
Prototypegereedschap voor op maat gemaakte lamineringsgeometrieën kan tegen relatief lage kosten worden geproduceerd met behulp van draadvonken of lasersnijden voor initiële validatie, waarbij progressief matrijsgereedschap in gebruik wordt genomen zodra de geometrie is bevestigd. Dankzij deze tweefasenaanpak kunnen motorontwerpers de lamineringsgeometrie herhalen zonder voortijdig grote investeringen in gereedschap te moeten doen.
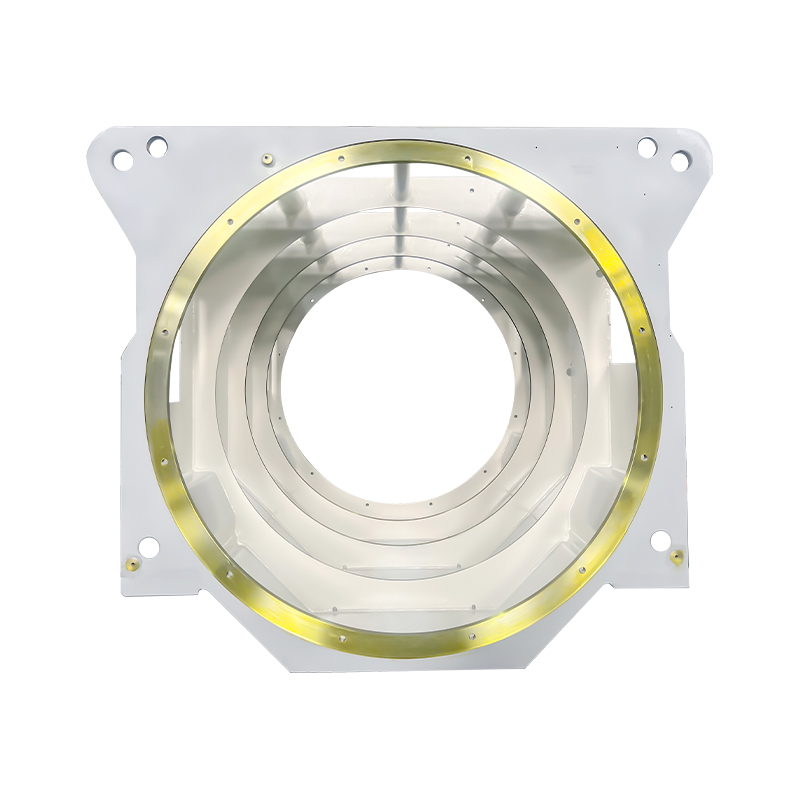
Prestatieresultaten: wat hoogwaardige kernen opleveren in de toepassing
De cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Verminderde koppelrimpel — waardoor soepelere bewegingsprofielen mogelijk zijn in robotverbindingen en lineaire positioneringsfasen, met directe voordelen voor de kwaliteit van de oppervlakteafwerking bij bewerkingstoepassingen en padnauwkeurigheid bij pick-and-place-automatisering
- Lagere bedrijfstemperatuur — verminderd kernverlies vertaalt zich in minder warmteontwikkeling bij nominale belasting, waardoor de levensduur van de wikkelingsisolatie wordt verlengd en hogere continue bedrijfscycli mogelijk zijn zonder reductie
- Snellere dynamische respons — Een lager magnetisch verlies en een hogere permeabiliteit verbeteren de koppelconstante stabiliteit van de motor over het hele werkingssnelheidsbereik, waardoor nauwere stroomlusbandbreedtes in de servoaandrijving worden ondersteund
- Verminderde trillingen en akoestisch geluid — gecontroleerde vlakheid van het lamineren, gladde gleufranden en nauwkeurige rotorbalans onderdrukken de mechanische excitatiekrachten die hoorbaar geluid genereren, een vereiste die steeds vaker wordt gespecificeerd in medische, halfgeleider- en collaboratieve robotica-toepassingen
- Consistente batch-tot-batch-prestaties — nauwe maattoleranties bij productieruns zorgen ervoor dat de prestatieparameters van de motor gedurende de gehele levensduur van een productieprogramma binnen de specificaties blijven, waardoor de noodzaak voor individuele motorkalibratie in de systeemintegratiefase wordt verminderd
In hoogcyclische productieomgevingen waar servomotoren tientallen miljoenen positioneringsbewegingen per jaar kunnen uitvoeren, worden deze prestatievoordelen groter gedurende de operationele levensduur van het systeem, waardoor het energieverbruik wordt verlaagd, de onderhoudsintervallen worden verlengd en de totale eigendomskosten worden verbeterd ten opzichte van motoren die zijn gebouwd op statorrotorkerncomponenten met lagere specificaties.
Uw e-mailadres wordt niet gepubliceerd. Verplichte velden zijn gemarkeerd met *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefoon/Telefoon:
+86-18861576796 +86-18261588866
Telefoon/Telefoon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Auteursrecht © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabrikanten van stator- en rotorkernen
