 nl
nl
Waarom motorfabrikanten overstappen op kant-en-klare afgewerkte kernen?
Verder dan individuele lamineringen: het pleidooi voor voltooide kernassemblages
Decennia lang hebben motorfabrikanten individuele lamineringen ingekocht en alle daaropvolgende stapel-, uitlijn- en bevestigingswerkzaamheden in eigen beheer uitgevoerd. Hoewel deze aanpak maximale flexibiliteit bood, bracht het ook aanzienlijke complexiteit met zich mee: het coördineren van meerdere subprocessen, het onderhouden van tools voor elke assemblagefase, het trainen van operators in verschillende technieken en het beheren van de kwaliteit bij elke stap voordat er één bruikbare kern ontstond. Nu de productontwikkelingscycli steeds korter worden en toeleveringsketens steeds meer specialisatie vereisen, heeft een efficiënter model ingang gevonden: een model dat is opgebouwd rond kant-en-klare afgewerkte kernen en voltooide motorkernassemblages die volledig verwerkt en onmiddellijk bruikbaar bij de productielijn aankomen.
Deze verschuiving is niet alleen een kwestie van gemak. Het vertegenwoordigt een fundamentele verandering in de manier waarop autofabrikanten technische middelen toewijzen, risico's beheren en de time-to-market versnellen. Wanneer de kern – het magnetisch en mechanisch meest kritische element van elke elektromotor of generator – wordt geleverd als een stabiele, geoptimaliseerde structuur in plaats van als een stapel losse lamellen, wordt elke volgende fase van de motorassemblage sneller, herhaalbaarder en gemakkelijker te controleren op kwaliteit. Begrijpen wat er bij de productie van deze assemblages komt kijken, en hoe je de juiste partner ervoor kunt selecteren, is nu een strategische prioriteit voor engineering- en inkoopteams in de autoproductie-industrie.
Wat kant-en-klaar afgewerkte kernen feitelijk bevatten
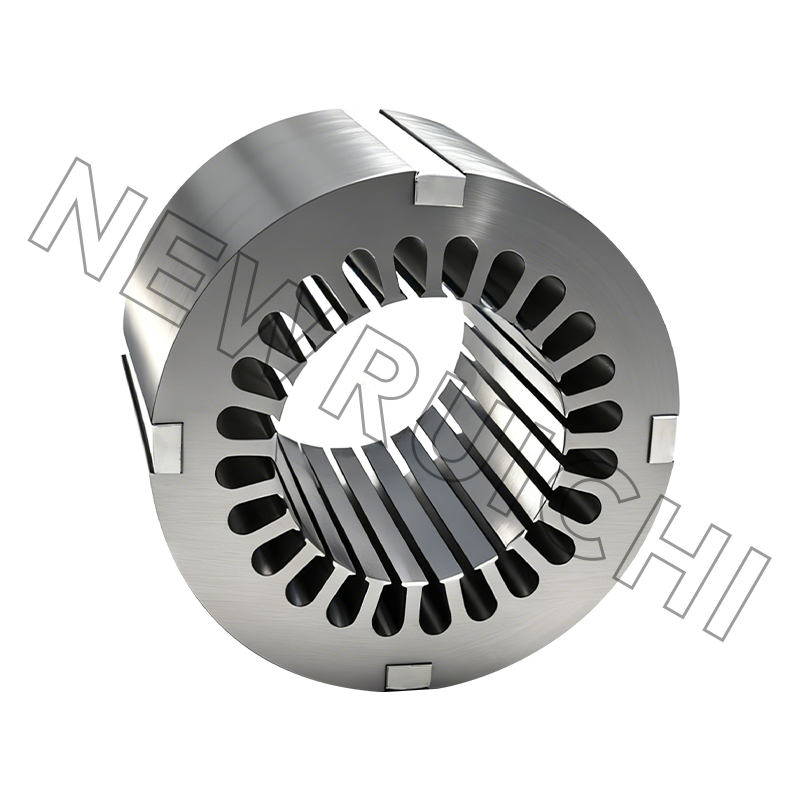
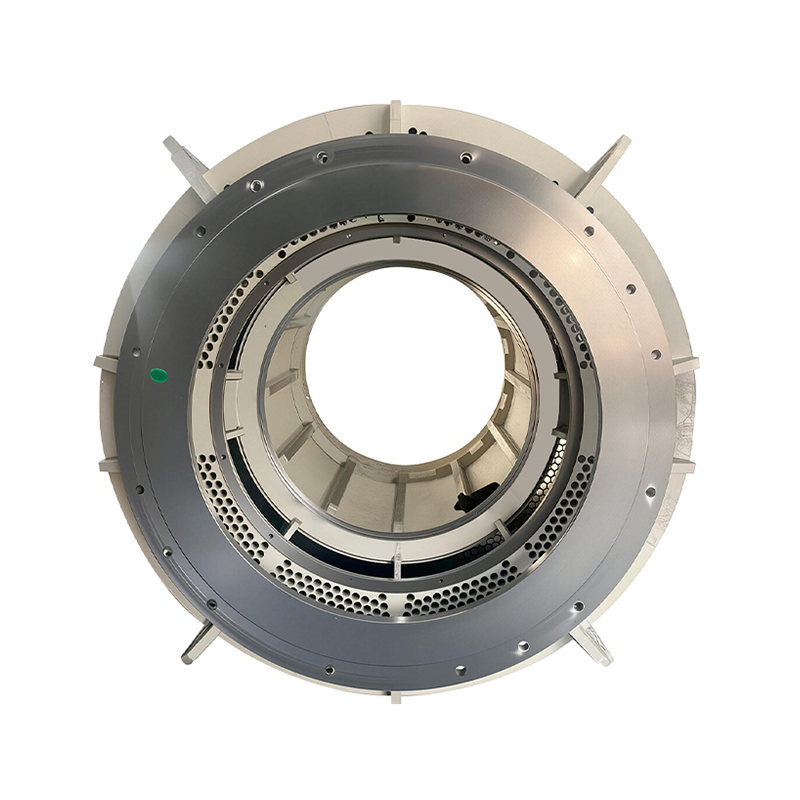
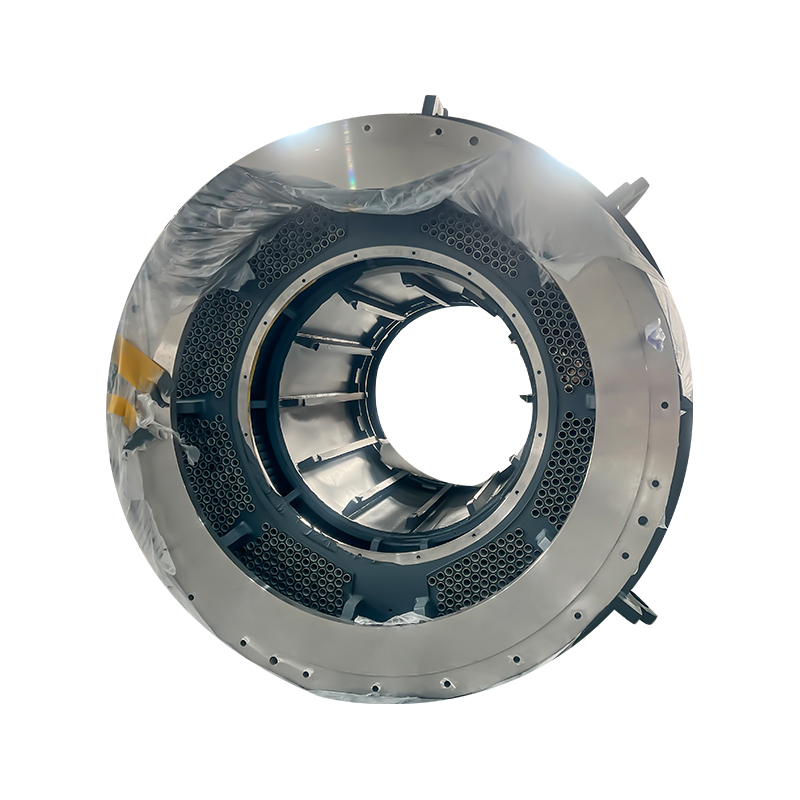
De termijn kant-en-klare afgewerkte kernen omvat een breed scala aan producten, allemaal verenigd door het principe dat de kern bij de klant aankomt in een staat die geen verdere structurele verwerking vereist voordat de montage begint. Op basisniveau betekent dit een nauwkeurig gestapeld en bevestigd lamineerpakket, maar in de praktijk varieert de omvang van wat "afgewerkt" inhoudt aanzienlijk, afhankelijk van het motortype, de toepassing en de eisen van de klant.
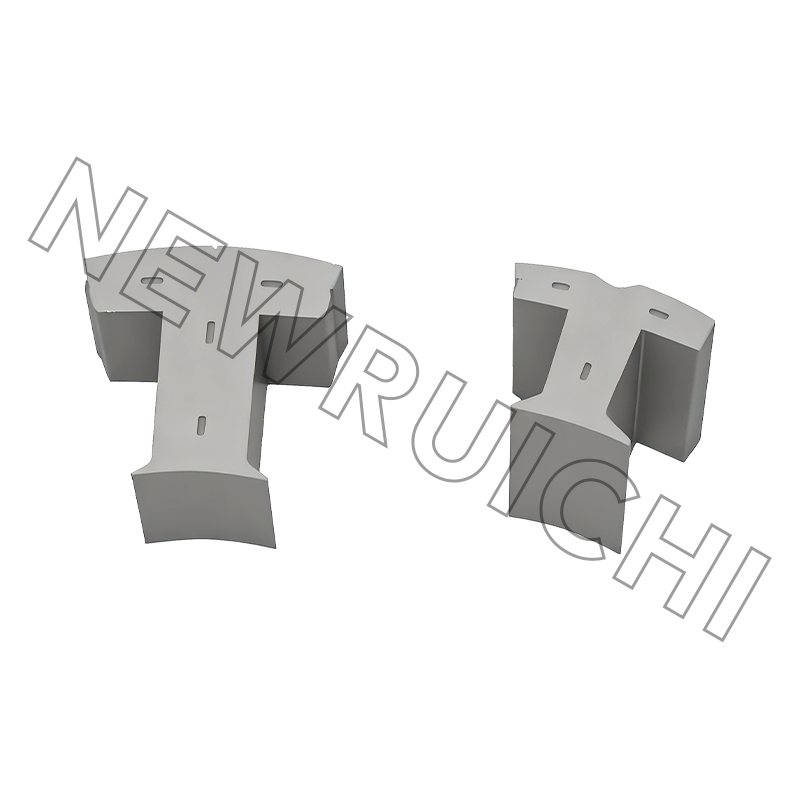
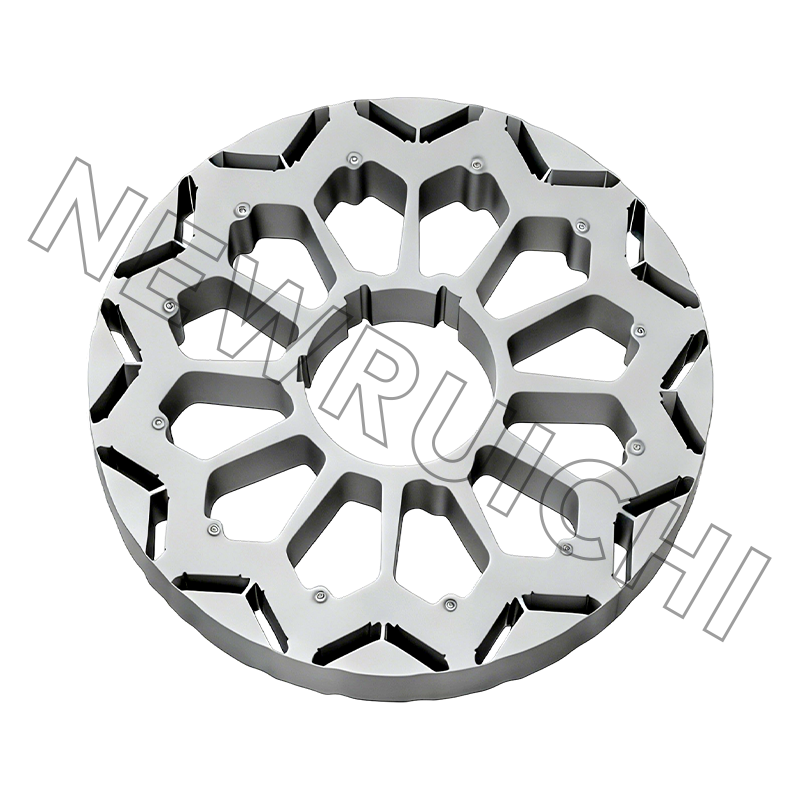
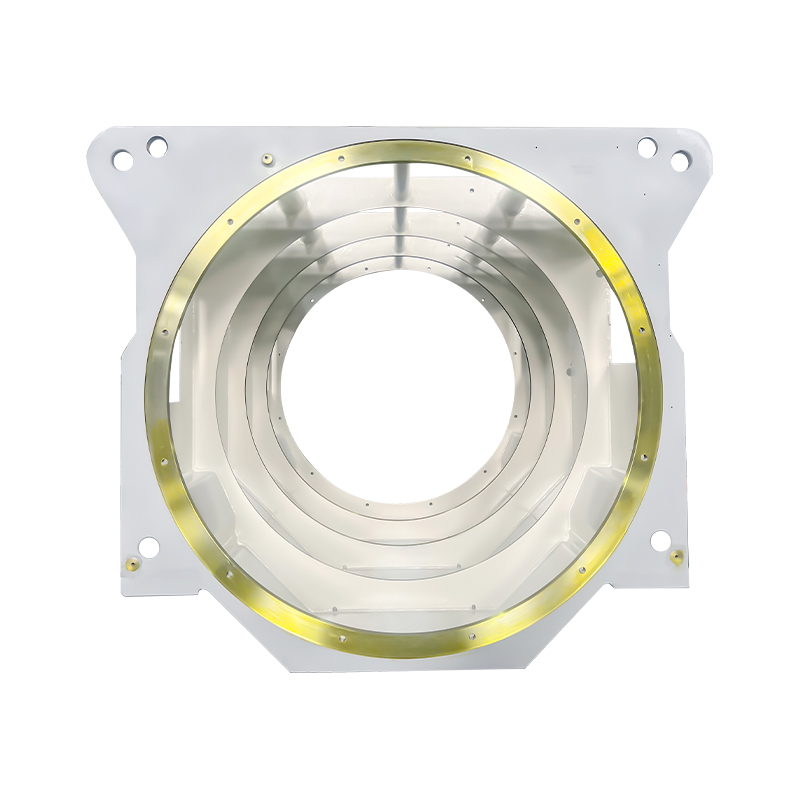
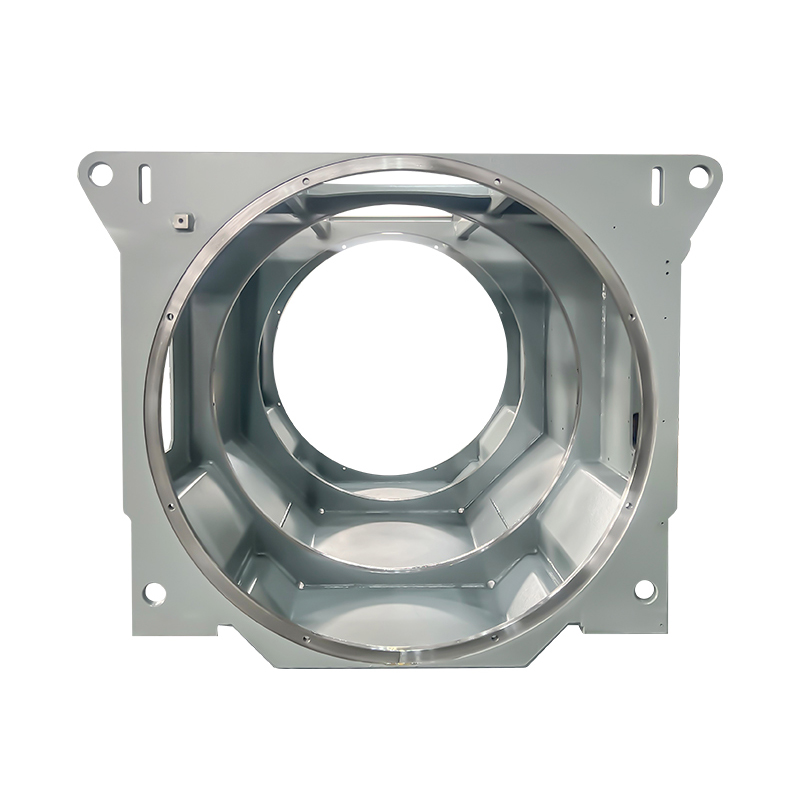
Een volledig gerealiseerde afgewerkte kern integreert doorgaans verschillende procesfasen die anders onder de verantwoordelijkheid van de motorfabrikant zouden vallen. Door het stapelen worden individuele lamellen in nauwkeurige rotatie- en axiale richtingen uitgelijnd om de beoogde stapelhoogte en magnetische symmetrie te bereiken. Klinken vergrendelt de lamineerstapel mechanisch aan elkaar met een hoge klemkracht, waardoor maatvastheid wordt gegarandeerd onder de trillingen en thermische cycli van de werking van de motor. Lassen, toegepast langs de buitenomtrek of op aangewezen laspunten, voegt extra structurele integriteit toe voor toepassingen met hoge spanning. Verlijming – waarbij gebruik wordt gemaakt van gespecialiseerde lijmen tussen lamineerlagen – wordt steeds vaker gespecificeerd voor geluidsgevoelige toepassingen, omdat hierdoor de microvibratie tussen de lamellen wordt geëlimineerd die bijdraagt aan hoorbaar motorgeluid en ijzerverlies. De combinatie van deze technieken, geselecteerd en gesequenced volgens de specifieke ontwerpvereisten, transformeert een losse stapel elektrisch staal in een stabiele, geoptimaliseerde magnetische kernstructuur.
Kernassemblageprocessen: stapelen, klinken, lassen en lijmen
Elk van de vier primaire assemblageprocessen draagt een onderscheidende en niet-uitwisselbare reeks eigenschappen bij aan de voltooide kern. Het selecteren van de juiste combinatie – of begrijpen waarom een leverancier een bepaalde aanpak heeft gespecificeerd – vereist duidelijkheid over wat elk proces oplevert en welke afwegingen het met zich meebrengt.
Stapel- en oriëntatiecontrole
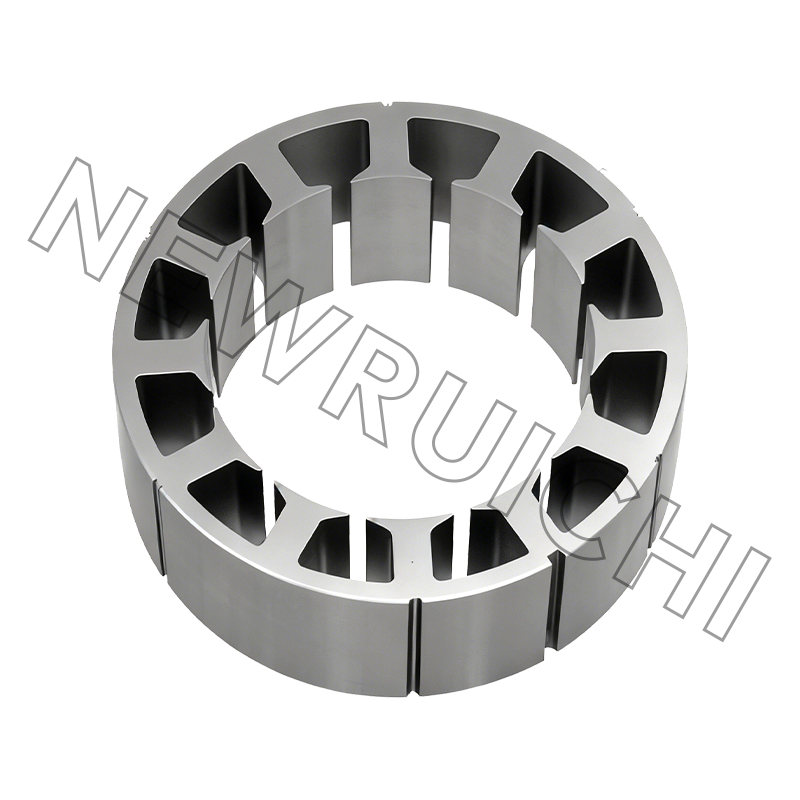
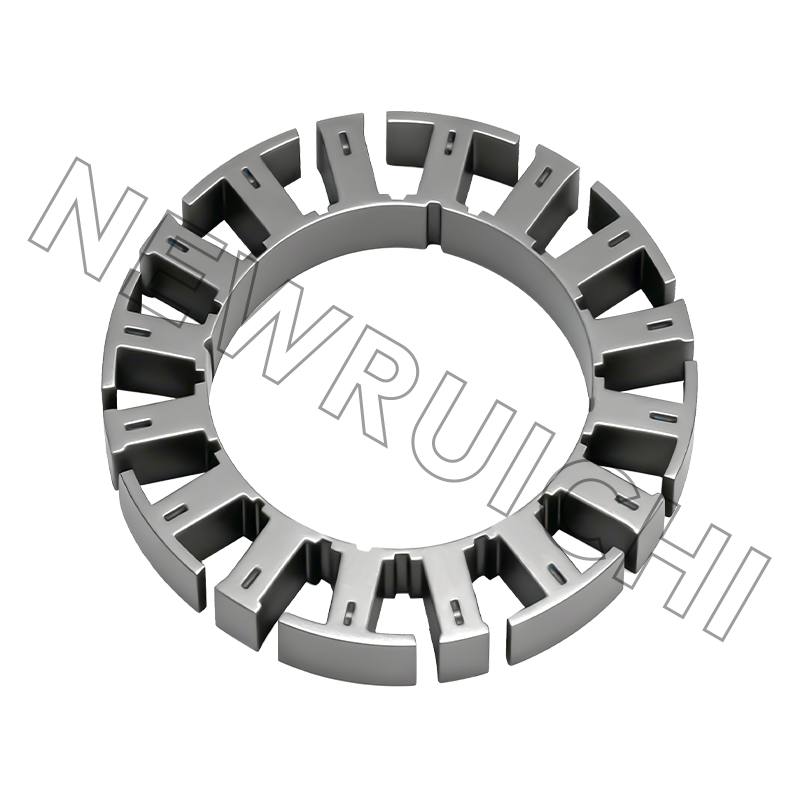
Precisiestapelen is de basis van elk kernassemblageproces. Lamineringen moeten worden uitgelijnd binnen nauwe hoek- en axiale toleranties om ervoor te zorgen dat de sleufgeometrieën, tandprofielen en jukafmetingen consistent zijn over de hele stapelhoogte. Zelfs een kleine verkeerde uitlijning stapelt zich op over honderden lamineringen, waardoor getrapte oppervlakken ontstaan die het inbrengen van de wikkelingen bemoeilijken en de uniformiteit van de magnetische flux aantasten. Geautomatiseerde stapelsystemen met zichtgestuurde uitlijning en hoogtemeting tijdens het proces worden gebruikt bij de grootschalige productie van afgewerkte motorkernconstructies om toleranties te handhaven die handmatig stapelen niet op betrouwbare wijze kan worden bereikt.
Klinken voor mechanische integriteit
Bij het klinken worden stalen of aluminium klinknagels door voorgeponste gaten in de lamineerstapel geleid en worden de uiteinden van de klinknagels onder gecontroleerde kracht vervormd, waardoor een geklemd geheel ontstaat dat axiale scheiding en relatieve beweging van het laminaat weerstaat. Dit proces is snel, kosteneffectief en breed toepasbaar in alle stator- en rotorkerngeometrieën. Het klinknagelpatroon, het materiaal en de klemkracht zijn ontworpen om de integriteit van de stapel te behouden zonder kortsluitingspaden tussen de lamineringen te creëren – een belangrijke elektromagnetische prestatieoverweging die bij elk ontwerp moet worden afgewogen tegen de mechanische vereisten.
Lassen voor toepassingen met hoge spanning
Laserlassen en TIG-lassen langs de buitendiameter van statorkernen of langs axiale laslijnen op rotorkernen zorgen voor een hogere verbindingssterkte dan alleen klinken, waardoor gelaste constructies de voorkeur genieten voor hogesnelheidsmotoren, tractietoepassingen en omgevingen die onderhevig zijn aan hevige trillingen. De laspenetratiediepte, lasnaadgeometrie en warmte-inbreng worden streng gecontroleerd om thermische vervorming te minimaliseren en de vorming van interlaminaire geleidende bruggen te voorkomen die de wervelstroomverliezen zouden vergroten.
Bonding voor optimalisatie van geluid en efficiëntie
De lijmverbinding tussen lamineringen – met behulp van thermisch uitgeharde of UV-uitgeharde structurele lijmen – elimineert de mechanische contactinterfaces die de belangrijkste bron zijn van door trillingen veroorzaakt geluid in conventionele geklonken of gelaste kernen. Gelijmde kernen verdelen de klemspanning ook gelijkmatig over het lamineeroppervlak in plaats van deze te concentreren op klinknagel- of laspunten, waardoor de plaatselijke, door spanning geïnduceerde toename van de magnetische coërciviteit wordt verminderd. Voor premium EV-tractiemotoren, HVAC-compressormotoren en precisie-servoaandrijvingen leveren gelijmde, kant-en-klare afgewerkte kernen meetbare verbeteringen in zowel de akoestische prestaties als de algehele motorefficiëntie.
Optionele add-ons: asmontage en isolatiebehandeling
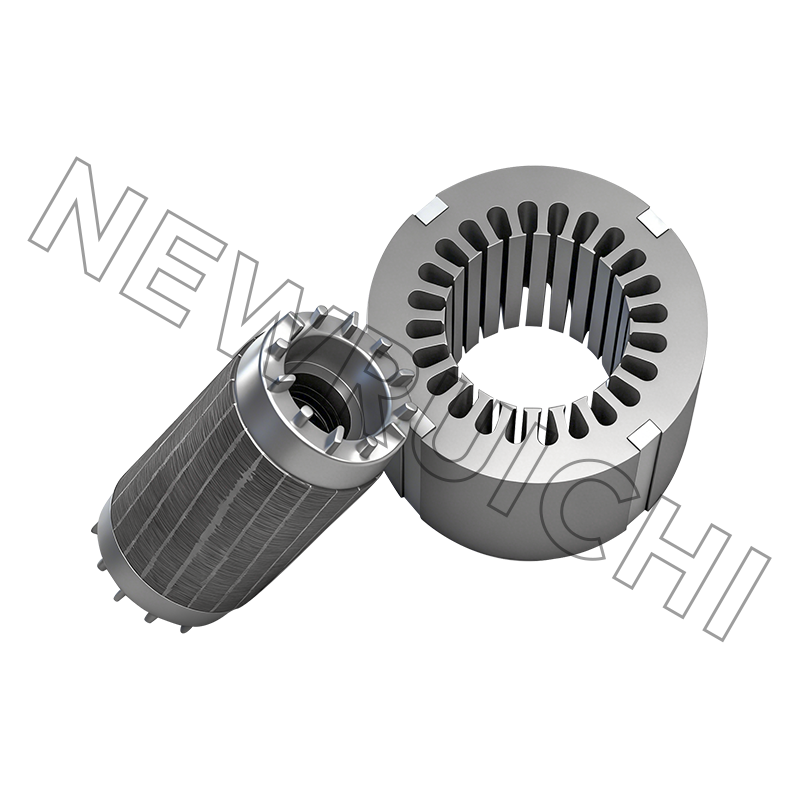
Naast de kernbevestigingsprocessen bieden leveranciers van Voltooide motorkernassemblages bieden steeds vaker geïntegreerde aanvullende diensten aan die de interne assemblagewerklast van de klant nog verder comprimeren. Twee van de meest impactvolle opties zijn asassemblage en isolatiebehandeling. Beide opties, wanneer uitgevoerd op het niveau van de kernleverancier, elimineren volledige processtappen uit de productielijn van de motorfabrikant.
- Asmontage: Het persen of krimpen van de rotorkern op de motoras vereist nauwkeurige controle van de perspassing, gespecialiseerde persapparatuur en zorgvuldig thermisch beheer om schade aan het laminaat te voorkomen. Wanneer de kernleverancier deze handeling uitvoert, ontvangt de klant een uitgebalanceerd rotorsubsamenstel dat gereed is voor lagerinstallatie. Daarmee wordt een technisch veeleisend proces uit een assemblagelijn gehaald, waarvoor mogelijk niet het gespecialiseerde gereedschap aanwezig is om dit op betrouwbare wijze op grote schaal uit te voeren.
- Isolatiebehandeling: Sleufisolatie – ongeacht of deze wordt toegepast als voorgevormd isolatiepapier, poedercoating of vloeibare epoxy-impregnering – beschermt wikkelingsgeleiders tegen elektrisch contact met het kernstaal en biedt de diëlektrische barrière die nodig is voor langdurige betrouwbaarheid van de motor. Door het ontvangen van kernen met reeds aangebrachte sleufisolatie kunnen wikkeloperatoren onmiddellijk beginnen met het inbrengen van de spoel, zonder een tussentijdse voorbereidingsstap voor de isolatie waarvoor anders afzonderlijke apparatuur en kwaliteitsverificatie nodig zou zijn.
- Oppervlaktebehandeling en coating: Anticorrosiecoatings, verfafwerking of anodisatie kunnen vóór levering op de kernconstructie worden aangebracht, waardoor hanterings- en maskeringswerkzaamheden in de motorassemblagefabriek worden geëlimineerd en een consistente cosmetische en beschermende afwerking op elke eenheid wordt gegarandeerd.
- Afmetingale en magnetische verificatie: Inspectierapporten vóór verzending – inclusief stapelhoogte, boringdiameter, concentriciteit en gemeten kernverliesgegevens – bieden motorfabrikanten de inkomende kwaliteitsdocumentatie die nodig is om assemblages direct in productie te nemen zonder overbodige inkomende inspectiestappen.
Hoe voltooide kernassemblages de productlanceringstijdlijnen verkorten
Een van de meest overtuigende argumenten voor het aanschaffen van kant-en-klare afgewerkte kernen en afgewerkte motorkernassemblages is de directe impact op de snelheid van de ontwikkeling van nieuwe producten. Wanneer motorfabrikanten intern verantwoordelijk zijn voor alle belangrijke verwerkingsstappen, vereist elk nieuw productontwerp kwalificatie van stapelbevestigingen, klinknagelgereedschappen, lasparameters en isolatietoepassingsprocessen - een validatielast die weken of maanden kan toevoegen aan het ontwikkelingsschema voordat een enkel prototype voor productie wordt geassembleerd.
Door deze complexiteit uit te besteden aan een ervaren leverancier van kernassemblages, worden deze kwalificatielasten overgebracht naar een faciliteit met gevestigde processen, gevalideerde apparatuur en toegewijde technische teams. De motorfabrikant ontvangt voltooide assemblages die de dimensionale en magnetische karakterisering al hebben doorstaan, waardoor onmiddellijke voortgang naar wikkelen, impregneren en testen op systeemniveau mogelijk is. Iteratieve ontwerpwijzigingen – aanpassingen van de sleufgeometrie, variaties in de stapelhoogte of upgrades van materiaalkwaliteit – kunnen snel worden opgevangen zonder dat de motorfabrikant de interne gereedschappen opnieuw hoeft te kwalificeren. Deze wendbaarheid is vooral waardevol in concurrerende markten waar de mogelijkheid om een nieuw motorontwerp in de kortst mogelijke tijd van prototype naar productie te brengen een direct commercieel voordeel is.
Vergelijking van leveringsmodellen: losse lamineringen versus afgewerkte assemblages
De beslissing tussen de inkoop van losse lamellen en de inkoop van afgewerkte motorkernassemblages is uiteindelijk een strategische beslissing, waarbij de interne capaciteit, het productievolume, de kwaliteitscontrolevereisten en het risico van de toeleveringsketen in evenwicht worden gebracht. De volgende tabel vat de belangrijkste verschillen tussen de twee leveringsmodellen samen op de dimensies die het meest relevant zijn voor motorfabrikanten:
| Dimension | Losse lamineringen | Voltooide motorkernassemblages |
| Intern gereedschap vereist | Hoog – stapel-, klinknagel- en lasbevestigingen allemaal nodig | Laag — tooling beheerd door leverancier |
| Complexiteit van de assemblagelijn | Hoog – meerdere processtappen vereist vóór het opwikkelen | Laag — kern geleverd, klaar voor onmiddellijk gebruik |
| Kwaliteitscontrolepunten | Veel – elke interne processtap moet worden geverifieerd | Minder – door de leverancier geverifieerd vóór verzending |
| Lanceringssnelheid van nieuwe producten | Langzamer – interne proceskwalificatie vereist | Sneller – de leverancier regelt de kwalificatie |
| Geschikt voor lage tot gemiddelde volumes | Minder efficiënt – hoge vaste kosten per eenheid | Zeer geschikt - geen investering in vast gereedschap vereist |
| Ontwerpflexibiliteit | Hoog — volledige interne controle over procesparameters | Hoog — veranderingen geïmplementeerd in samenwerking met de leverancier |
Het selecteren van de juiste voltooide kernassemblagepartner
De kwaliteit van een voltooide motorkernconstructie is onlosmakelijk verbonden met de capaciteiten en procesdiscipline van de leverancier die deze produceert. Bij het beoordelen van een potentiële partner moet er verder gekeken worden dan alleen de prijs en de doorlooptijd, maar moet de diepte van hun technische capaciteiten over de volledige keten van het assemblageproces worden beoordeeld. De belangrijkste criteria zijn onder meer het scala aan beschikbare bevestigingstechnologieën – een leverancier die alleen klinknagels aanbiedt, kan geen toepassingen bedienen waarbij lijmen of lassen technisch vereist is – evenals de nauwkeurigheid en herhaalbaarheid van hun stapel- en uitlijningssystemen, hun benadering van kwaliteitscontrole tijdens het proces en hun vermogen om bij elke verzending gedocumenteerde dimensionale en magnetische prestatiegegevens te verstrekken.
Even belangrijk is de technische ondersteuningscapaciteit van de leverancier. De beste leveranciers van kant-en-klare afgewerkte kernen fungeren als samenwerkende ontwerppartners en leveren input over de lamineringsgeometrie, optimalisatie van de stapelhoogte, processelectie en materiaalkeuzes tijdens de ontwikkelingsfase van de motor - en voeren niet alleen een vaste tekening uit nadat het ontwerp is bevroren. Deze vroege betrokkenheid maakt ontwerpen mogelijk die zijn geoptimaliseerd voor zowel motorprestaties als productie-efficiëntie, waardoor de kosten en tijd die gepaard gaan met ontwerpherhalingen worden verminderd die hadden kunnen worden verwacht bij eerdere betrokkenheid van leveranciers. Voor motorfabrikanten die zich inzetten voor het verkorten van de productlanceringstermijnen en het verbeteren van de consistentie van hun voltooide assemblages, is het kiezen van een leverancier met deze diepgaande mogelijkheden een van de beslissingen met de grootste invloed in het inkoopproces.

Uw e-mailadres wordt niet gepubliceerd. Verplichte velden zijn gemarkeerd met *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefoon/Telefoon:
+86-18861576796 +86-18261588866
Telefoon/Telefoon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Auteursrecht © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabrikanten van stator- en rotorkernen
